1、引言
在生產電線電纜金屬導體外部包裹塑料的時候,需要經過一套有顆粒狀固體到軟體液體的混合物的過程,這一過程就叫擠出,也叫擠塑。
2、擠塑過程中的影響因素
擠出過程的工藝條件對制品的產量和質量影響很大,特別是塑化過程,更直接影響制品的性能和外觀,影響這一過程的主要因素是溫度和機械剪切作用。
2.1擠塑溫度
在塑料的擠出過程中,物料聚集態(tài)的轉變及決定物料流動的粘度都取決于溫度,因此,溫度是塑料擠出工藝中最重要的工藝參數(shù)。
由于溫度影響著塑料的熔融過程和熔體的流動性,因此擠出溫度就和擠出制品質量有著密切的關系。為使固體物料熔化為進行擠出加工的粘流態(tài),擠出物的溫度應高于物料的粘流溫度(或熔點),而且加工溫度還不應使物料出現(xiàn)大量分解,因此擠出溫度上限為不能高于物料的最高穩(wěn)定溫度,如熔融態(tài)聚乙烯穩(wěn)定的溫度范圍較寬,則有較寬的加工溫度;而聚氯乙烯的穩(wěn)定溫度范圍很窄,故加工溫度范圍也較窄,為提高材料的熱穩(wěn)定性,在樹脂中加入穩(wěn)定劑以提高最高穩(wěn)定溫度。
因為聚合物的擠出溫度是一個較大的范圍,靠近溫度下限和接近溫度上限都可以完成塑料的擠出,低溫擠出和高溫擠出各有所長。
低溫擠出有如下優(yōu)點:保持擠出塑料層的形狀比較容易,由于擠包層中熱能較小縮短了冷卻時間;此外溫度低還會減少塑料降解,這對容易產生熱降解的塑料(如聚氯乙烯)尤為重要,同時對擠出過程易發(fā)生其它物理化學變化(如交聯(lián)聚乙烯擠出溫度高時容易發(fā)生先期交聯(lián),發(fā)泡制品易出現(xiàn)發(fā)泡度低)的塑料也很重要。但擠出溫度低,臨界剪切應力、臨界剪切速率值也低,會使擠包層失去光澤,并出現(xiàn)波紋,不規(guī)則破裂等現(xiàn)象。另外溫度低,塑料熔融區(qū)延長,從均化段出來的熔體中仍夾雜有固態(tài)物料,這些未熔物料和熔體一起成型于制品上,使擠出層性能下降。
溫度對產品的物理性能影響是復雜的,電纜用乙烯類塑料絕緣層抗張強度與擠出溫度有關,對應于最大的抗張強度有一最佳的擠出溫度,有關實驗結果如表1
表1
有研究指出,提高低密度聚乙烯護套的擠出溫度,能提高抗應力開裂強度,但也應指出,擠出溫度過高,易使塑料焦燒,或出現(xiàn)“打滑”現(xiàn)象;另外,擠包層的形狀穩(wěn)定性差,收縮率增加,甚至會引起擠出塑料層變色和出現(xiàn)氣泡等。
擠出物料的熱量來自機筒加熱和螺桿旋轉剪切的粘性耗散和摩擦,前者在運行初期是很重要的,后者在運行穩(wěn)定后則是主要的,升高機筒溫度很自然地會增加機筒傳遞給塑料的熱量,在擠出穩(wěn)定運行之后,螺桿旋轉剪切的粘性耗散和摩擦熱量常常會使塑料達到或超過所需溫度,此時機內控制系統(tǒng)切斷加熱電源,擠出機進入“自然擠出”過程,并應視情況對機筒和螺桿進行冷卻。實踐經驗指出,冷卻螺桿還有助于改善擠出質量,但同時也會降低了擠出流率。改善質量是由于冷卻使螺桿均化段的有效槽深減少,增加了剪切作用。
機筒設置溫度和螺桿轉速之間還有以下的相互影響:機筒溫度升高,增加了機筒到物料的熱傳導,有利于物料的熔融。熔體溫度升高使熔體粘度降低,使螺桿旋轉產生的摩擦剪切熱降低,趨向降低熔融速率,因此,對應于最大的熔融速率存在最佳的機筒溫度,機筒溫度升高,會使螺桿所需功率降低。
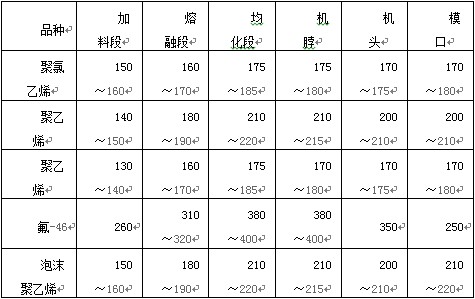
由于塑料品種的不同,甚至同種塑料由于其結構組成的不同,其擠出溫度控制不盡相同,表2列出了電線電纜生產中幾種常見的塑料的擠出溫度,應說明,表中操作溫度的比較,只有對同一設備才有意義,設備不同,機筒壁厚薄不一樣,測溫點的深淺不一樣,儀表誤差不同,而且測溫點是在機筒和機頭外壁上,未深入熔體中,因此測得的實際機筒和機頭的溫度,與物料的實際溫度也存在差異,因此,擠出過程中應隨時觀察塑料的塑化質量,并調節(jié)溫控。
表2
采用這樣溫度設置的原因是:
1)加料段采用低溫,這是由于加料段要進行機械剪切并攪拌混合,形成固體塞,為熔體擠出產生足夠的推力,如溫度過高,使塑料早期熔融,不但導致擠出過程中的分解,而且引起“打滑”,造成擠出壓力波動,導致擠出量不均勻,并因過早熔融,而致混合不充分,塑化不均勻,所以這一段采用低溫。
2)熔融段的溫度要有大幅度較大的提高,在該段塑料要實現(xiàn)聚集態(tài)的轉變,變?yōu)檎沉鲬B(tài)的熔體,需要大量的熱量,只有達到一定的溫度才能確保大部分組分得以塑化。
3)均化段溫度最高,塑料在熔融段已大部分塑化,而其中小部分高分子組成尚未完全塑化,就進入均化段,這部分組成盡管很少,但其塑化是必須實現(xiàn)的,這部分組分的塑化的溫度往往需要更高,因此,均化段的擠出溫度有所升高是必須的,有時候(在擠出穩(wěn)定之后),可以維持不變,而賴以塑化時間的延續(xù),實現(xiàn)充分塑化。
4)機脖的溫度要保持均化段的溫度或稍微降低,這是因為此處要完成將旋轉運動的塑料熔體轉變?yōu)槠叫兄本€運動,并將熔體均勻、平穩(wěn)地導入機頭中。在此處濾網、多孔板上的孔將塑膠體分散為條狀物,在進入機頭時必須在其熔融態(tài)下將其彼此壓實,顯然溫度下降太多是不行的。
5)機頭承接已塑化均勻且由機脖壓實的熔體塑料,起繼續(xù)擠壓使之密實之作用,塑膠在此有固定的表層與機頭內壁長期接觸,若溫度過高,勢必出現(xiàn)分解甚至焦燒,特別是在機頭的死角處,因此機頭溫度一般要下降。
6)在模口處溫度升高、降低都有實例,一般模口升高可提高表面質量,使表面光亮,但模口溫度過高,易造成表層分解,更易導致成型冷卻困難,使產品難于定型,形成下垂自行形變或壓扁變形。模口溫度降低,降低了表層分解的可能性,便于冷卻成形,但易出現(xiàn)表面無光澤,光潔度變差等現(xiàn)象。
因此,盡管各種塑料的擠出溫度控制的高低不一,但都有一個普遍的規(guī)律,即從加料段起到模口止,都有一個溫度從低—高—低的變化規(guī)律。如果擠出過程中溫度控制得不合適,塑料就會產生很多缺陷,影響擠出制品質量。
2.2、螺桿轉速
由擠出物料輸送和均化段粘流體的流率分析可知,塑料流率(即擠出速度)和螺桿轉速成正比,由于調節(jié)方便,螺桿轉速是擠出過程中表征擠出速度的重要操作變量。因此,在一般情況下,提高螺桿轉速是提高生產速度,實現(xiàn)高速擠出的重要手段,但通過對塑料熔融長度分析得知,螺桿轉速增加,一方面由于增強剪切作用,使剪切摩擦熱量增加;另一方面,在沒有機頭壓力控制的情況下,螺桿轉速增加。流率增加,物料在機內停留的時間縮短,導致塑料塑化程度下降。而且后者的影響超過前者,會因熔融長度延長至均化段而破壞正常的擠出過程。所以,需要增加螺桿轉速來提高擠出速度時,還必須提高加熱溫度或采用控制機頭壓力來提高塑料的塑化程度,以保證高速擠出時塑料擠出質量。
2.3、牽引速度
擠包制品是由牽引裝置拖動通過機頭的,為保證產品的質量,要求牽引速度均勻穩(wěn)定,與螺桿轉速協(xié)調,以保證擠出厚度和制品外徑的均勻性。如果牽引速度不穩(wěn)定,擠包層易形成竹節(jié)狀,而牽引過慢時擠出厚度大,且發(fā)生堆膠或空管現(xiàn)象;牽引速度過快,易造成擠出拉薄拉細,甚至出現(xiàn)脫膠漏包現(xiàn)象。所以,正常擠出過程中,一定控制好牽引速度。
2.4、冷卻
擠塑工序中,冷卻是很重要的一項。一般分為螺桿冷卻、機身冷卻及產品冷卻。
螺桿冷卻的作用是消除摩擦過熱,穩(wěn)定擠出壓力,促使塑料攪拌均勻,提高塑化質量。
機身冷卻的作用是增加機筒散熱,以克服摩擦過熱形成的溫升,因為這一溫升在擠出過程中,甚至在切斷加熱電源后也不能停止,從而使合理的溫度不能得以長期維持,必須增加散熱,使機筒冷卻下來,以維持擠出過程中的熱平衡。機身冷卻是分段進行的,主要以風機冷卻為主,考慮到機身各段功能不同,對均化段冷卻的使用尤其注意。
產品冷卻是確保制品幾何形狀和內部結構的重要措施。塑料擠包層在離開機頭后,應立即進行冷卻,否則會在重力作用下發(fā)生變形。對于聚氯乙烯等非結晶材料可以不考慮結晶的問題,塑料制品可采用急冷方式用冷水直接進行冷卻,使其在冷卻水槽中冷透,不再變形。
3、聚乙烯、聚丙烯等結晶聚合物的冷卻
對于聚乙烯、聚丙烯等結晶型聚合物的冷卻,則要考慮到結晶問題,就通常情況而言,當聚乙烯厚度較薄或加工溫度較低時,因為冷卻迅速、充分和均勻,一般出現(xiàn)問題少。但在擠出厚度較大(如:電力電纜的護套厚度大多在2.0mm以上,JKLY-10型電纜的絕緣厚度為3.4mm)、擠出溫度較高(如:線性低密度聚乙烯為180~220℃,高密度聚乙烯為190~260℃),若冷卻工藝處理不當就容易出現(xiàn)問題。聚乙烯加工工藝控制主要從塑化擠出和冷卻兩方面來控制。聚乙烯成型加工溫度寬,但在低溫擠出時易形成熔體破裂,造成表面粗糙,光亮度差,還會產生殘留的內應力,導致絕緣或護套后期的開裂。因此聚乙烯擠出溫度要適當高些,以保證充分塑化塑化越好,其耐環(huán)境應力開裂性能就越優(yōu)良。但擠出溫度的提高會對電纜表面質量帶來了一些負面影響,易形成表面缺陷,影響電纜表面質量,嚴重時造成廢品。一般我們采取以下措施進行改進:①高溫到室溫分段冷卻的第一段冷卻水溫選為60—70℃,以手可以伸入水中但停留片刻即感覺燙手為宜,這樣既可避免因水溫過低驟冷使聚乙烯產生內應力,又可避免水溫過高,在聚乙烯表面形成氣泡,產生凸起。②冷卻水循環(huán)過程中,向水槽加水要特別注意,宜采用大口徑、低流速加水,并且水不能直接沖到產品表面,最好沿水槽壁緩緩流下。③在產品入水后約半米處增加一個去除氣泡的裝置,如用軟毛刷或細棉紗觸刷產品表面,拂去附著的氣泡,保持產品表面光潔。④在循環(huán)水中加入消泡劑,避免氣泡的形成。
通過實踐證明,按照以上措施對擠塑生產線水冷卻部分進行了改進:冷卻水槽向機頭延伸,使電纜出機頭后在空氣中暴露不到一米即整體進入冷卻水中;在水槽中增加了除氣泡的軟毛刷;控制冷卻水的分段冷卻溫度,溫度設定為60℃一70℃;并加快了生產節(jié)奏,減少線芯存放時間。改進后,生產的產品表面光潔,極少出現(xiàn)凹坑等表面缺陷。
4、結束語
在生產過程中,我們只有了解擠塑設備及塑料屬性,然后經過細心調試,才可能生產出符合要求的產品,如果在這過程中,出現(xiàn)像上述類似質量缺陷時,我們不妨用介紹方法進行故障尋找與解決,希望對同行有所幫助。(河南科信電纜有限公司 陳長江 苗雪鵬)
了解更多電纜資訊請訪問
www.cableabc.com